
Котлы цистерн перед подачей в ремонт с применением сварочных и клепальных работ должны пройти операции удаления остатков грузов, пропарки, промывки, дегазации, а также наружной очистки и обмывки.
В эксплуатации в наиболее нагруженных зонах котла образуются трещины. К таким зонам относятся: зоны днищ 1 и сварных швов приварки днищ к цилиндрической обечайке котла 2, зоны опирания котла на шкворневую балку 3, зоны расположения фасонных лап 4, фиксирующих котел в продольном направлении относительно рамы, в зоне приварки сливного клапана, в оболочке наливной горловины 8 и по сварному шву приварки горловины к обечайке котла.
Трещины, идущие вдоль сварных швов, устраняют путем вырубки дефектной зоны шва с последующей заваркой.
Трещины, пересекающие конструктивный сварной шов, разделываются на всю глубину, концы трещины засверливают во избежание дальнейшего распространения. Также подлежит вырубке пересекаемый конструктивный шов на длину не менее 50 мм в обе стороны от трещины, с целью удаления возможного микрорастрескивания конструктивного шва в зоне трещины.
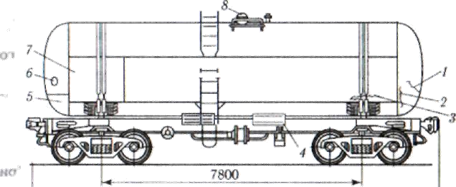
Рисунок 1 Повреждение котлов цистерн
Трещины снаружи заваривают в два прохода, затем с внутренней стороны вырубают корень шва, в котором обычно имеются непровары, после чего изнутри наносится контрольный сварной шов.
Заварка трещин на котле допускается независимо от места их образования, но не более одной на площади в 1м2.
Заварка трещин 4, уходящих под фасонную лапу, должна производиться при срезанной лапе.
В эксплуатации на котлах встречаются вмятины и пробоины 6, которые образуются на днищах при проведении маневровых работ от соударения с автосцепкой соединяемого вагона.
Кроме того, появляются вмятины и пробоины в других зонах котла из-за небрежного отношения к цистерне на предприятиях клиентуры.
Вмятины на стенках котлов глубиной более 15 мм выправляют с предварительным местным нагревом до температуры 650 .700 °С.
Устранение пробоин производится после вырезки дефектного участка оболочки с лучевыми трещинами в острых углах пробоин. Линия реза должна проходить на расстоянии более 20 мм от концов лучевых трещин.
В пробоинах с максимальным линейным размером до 120 мм вырезают в поврежденном месте отверстие диаметром 150 мм, подгоняют вставку и проваривают по периметру с двух сторон. При больших размерах пробоин допускается постановка эллиптических 6 или прямоугольных вставок 7 со скругленными, радиусом не менее 50 мм, углами.
Площадь вставки не должна превышать 1,5 м2, а их количество на обечайке котла не более двух. Допускается площадь вставок на каждом днище — до 0,5 м2 и количество вставок на днище тоже не более двух (при капитальном ремонте).
При больших площадях дефектных зон котлов разрешается ввар-ка части днища 5 или продольного листа 7 во всю его ширину. Толщина вставок должна соответствовать конструктивной толщине листа в дефектной зоне котла.
Кроме сварочных работ, при плановых ремонтах производят ремонт сливных приборов, предохранительных клапанов, а после сборки их испытывают в соответствии с инструкциями.